
原則として、キャビネット本体の扉、左右側面、天面、底面、背面の6面に加工が可能です。
(BF.SFは扉のみ加工可能など、一部の機種では制限があります。)
キャビネット本体以外の鉄製基板、木製基板、基台(自立製品)、メーターパネル等には加工できません。
これらに加工が必要な場合は、レーザーによる追加工ではなく、個別製作でのご用命となります。
※キャビネット内面の、溶接ナット(ボス)、パッキン、アース端子、ブッシュなどの部品が溶接または組み付けされている部分は加工ができませんので、これらを避けて穴配置をお願いします。
※レーザー穴加工システムでは、加工した穴へのパーツ取付けは行っておりません。 また、レーザー以外の加工及び組付け作業を併せて行うことができません。いずれも、個別製作にて承りますのでご用命ください。
真円またはその円弧及び直線で構成される穴(閉じた形状)が加工可能です。(角穴の四隅は加工機の特性上、R=0.2mm程度になります。)
穴寸法が小さいと、小さな面積に熱エネルギーが集中するため、塗装の焼け、はがれが大きくなりますので、下表の穴寸法以上でご指定ください。
| 形状 | 穴寸法(mm) |
|---|---|
| ○丸穴 | φ2.5以上 |
| □角穴 | 1辺3.0以上 |
ご注意
図面上の寸法値は0.1mm刻みでご指定頂けますが、実際の加工では右頁Dに定める精度での加工となりますのでご注意ください。
穴寸法の上限は特に定めていませんが、キャビネット全体の強度に影響が出るほどの大きな穴加工は輸送中の変形や破損、たわみによる塗装 塗膜の亀裂などが生じるため、お断りする場合があります。
(加工不可例) 大型製品の背面を全て開口させる 、など。
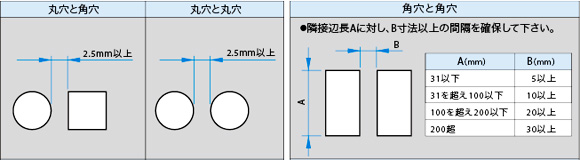
- 穴と穴が近接すると、塗装剥がれ、焼け、熱変形などの原因となるため、下図の寸法以上に離して配置してください。
- 放音孔、放熱孔(スリット)などの連続穴は塗装剥がれ、焼け、熱変形などの原因となるため、加工不可です。
- 切り欠きや楕円形状
- ルーバーやバーリング加工等のレーザーでカットできない形状。
- タップ加工は出来ません。お客様からの加工指示図面にタップ加工がある場合は、ネジの呼びに対して右表の穴径で下穴加工のみを行いますので、ご了承ください。
また、レーザー加工穴にタップ加工された場合、レーザー加工時の熱の影響により、形成したネジ山の強度が落ちている場合があります。強いトルクで締め付けるとネジ山が破損することがありますのでご注意ください。
| ねじの呼び | 下穴径(mm) |
|---|---|
| M3 | φ2.5 |
| M4 | φ3.2 |
| M5 | φ4.1 |
当レーザー加工では寸法公差をご指定頂くことができません。下記の精度での加工となりますのでご了承ください。
| 基準寸法 | 許容差(mm) |
|---|---|
| 30以下 | ±0.2 |
| 30を超え120以下 | ±0.3 |
| 120を超え400以下 | ±0.5 |
| 400を超え1,000以下 | ±0.8 |
| 1,000を超え2,000以下 | ±1.2 |
| 2,000を超え2,300以下 | ±2.0 |
上表は保証精度ではなく、一般加工精度です。
| 基準寸法 | 許容差(mm) |
|---|---|
| 2,300以下 | ±3.0 |
機器取付穴としてお使いの場合、Dの加工精度を考慮し、機器の寸法よりも0.5〜2mmほど大きめの穴をご指定ください。
ただし、取り付けされる機器のフランジが小さい場合は、穴や穴周囲の塗装焼けなどが隠れないことがありますのでご了承ください。
機器に取付穴(パネルカット寸法)の指定がある場合は、その寸法でご指定ください。寸法許容差がある場合は、その中間値をご指定ください。
キャビネット同士を連結するための穴や基台との接続穴を当レーザーで加工しますと、キャビネット端からの加工公差により、連結・接続時に 段差が生じる場合があります。連結穴や接続穴は、使用されるネジまたはボルト径に対し、余裕を持った穴径でご指定ください。
当レーザー加工で使用する加工機はキャビネット外形の角部を原点として認識するため、センター振り分けで寸法をご指定頂いた場合、キャビ ネット外形公差により、正確に中心振り分けとならない場合がありますので、ご了承ください。
加工端面はタッチアップペイントによりキャビネット本体と同色のサビ止め補修を行います。
ステンレス製の塗装無し製品はタッチアップ補修無しとなります。
加工時にバリが出た場合は、ヤスリで荒仕上げをした後、タッチアップ補修をします。
加工穴周辺に塗装はがれが生じた場合、キャビネットと同色のタッチアップペイントで補修を行います。

レーザー光を使った加工機の特性上、加工穴の端面と周辺に微小な焼けが出ます。
また、塗装塗膜の状態により、微小な塗装はがれが加工穴周囲に出る場合があります。
| 焼けの許容値 |
|
| 塗装はがれの許容値 |
|
| バリの仕上げ基準 |
|
色塗り替えのご指示があった場合は、原則として加工後に塗装を行います。
加工機は最適条件で加工するよう細かな制御をしていますが、加工条件のブレや、製品の塗装塗膜の個体差により、同一製品でも焼けやはがれが出るもの、出ないものが混在することがあります
標準色以外の塗装色(準標準色および日本塗料工業会番号指定色)への塗り替えも、レーザー穴加工と併せて承ります。ただし、RUL、SCL、SCF等一部塗り替え不可の製品があります。
価格・納期については別途となりますので、弊社営業所にお問い合わせください。